| 详细介绍:
原包正品塑料TPU 保定邦泰 63I98
TPU优势:
胶粘剂TPU胶粘剂属于聚氨酯粘胶剂的一种。在欧美聚氨酯胶粘剂的使用已经相当普遍,特别在鞋 类胶粘剂的使用中,几乎使用聚氨酯粘胶剂。我国TPU粘胶剂的使用是以TPU溶解后,经过加工处理后获得聚氨酯粘胶剂。在TPU粘胶剂使用上,主要以广东、福建、浙江、上海四个主要地区为主。软管由于TPU软管具有柔软,良好的抗张强度、冲击强度 耐高低温性,所以在中国TPU软管被 广泛用作汽车、摩托车、机床等机械设备等的输气、输油软管。
TPU优点:
电线TPU提供了耐撕裂、耐磨与弯曲特征,耐高低温性更是电缆性能的关键。所以在中国市场上,高等电缆如控制电缆与电力电缆用 TPU,用来保护设计复杂电缆的被覆材料,用途也日益广 泛。滚轮聚氨酯弹性体以其较高的机械强度、卓越的耐磨性、优良的耐油、耐酸碱、突出的抗压缩性 及使得其在滚轮上有大量应用。国内滚轮主要有以下几种:工业滚轮、家用滚轮、运动器材 轮、医疗器械轮、玩具轮。塑胶改性 可用于 PA,ABS 增塑,但成本较高。 鞋材:我国运用 TPU 生产鞋材的工厂主要分布在广东及福建地区。江苏,浙江地区虽然有较 多鞋材工厂,但多以塑胶,PU 鞋底原料,橡胶材质为主。TPU 运用较少。华南市场仍是我国TPU 鞋材消耗的重点区域。
TPU用于鞋材主要由于其优良的弹性和耐磨性。TPU的鞋类产品穿着舒适度方面比普通鞋含类产品优越得多,因此,在高档鞋类产品中较为广泛,尤其是一些运动鞋,休闲鞋。薄膜TPU因其优越的性能和环保概念日益受到人们的欢迎。目前,凡是使用 PVC的地方,TPU均能成为PVC的代替品。TPU薄膜不仅可与各种布料贴合,还可以用真空热成型的方法生产轮 廓清晰,尺寸稳定的产品。随着国内环保意识的不断提高,TPU 的应用也越来越广泛。其中 增加速度比较快的领域:鞋面里料、保暖内衣、透明内衣、透明肩带、松紧带及医疗用透气 胶带。
TPU用途:
TPU主要是取代的是一部分橡胶领域。该领域相关材料竞争激烈,鞋类又面临诸多反倾销门槛,故整体行业需求总量增长有限。TPU合成革主要分鞋革,太空革,篮球革,终端为体育器材,制鞋,成衣。工艺为直接 TPU涂层涂覆。主要应用的中高端进口TPU产品。体育器材和制鞋行业多分布在广东和福建两省,故TPU鞋革,TPU篮球革在这一地区应用比例较大。江浙沪地区则多为成衣,户外器械制造行业,TPU太空革消费比例居多。逐步取代PVC合成革。
薄膜级TPU晶点问题解决方法
热塑性聚氨酯弹性体( TPU) 是一种介于橡胶和塑料之间的特殊弹性材料,具有高模量、高强度、高伸长、高弹性以及优良的耐磨、耐油、耐低温、耐老化的性能。
一、TPU薄膜成型方法
TPU可采用挤出、注射、吹塑、压延、熔融纺丝等方法加工成不同用途的产品,在诸多领域得到广泛应用。
TPU薄膜是由TPU粒子经挤出加工成型的,主要有吹塑、流延、压延或压光片材成型、挤出涂覆4种加工成型方式。
吹塑TPU 薄膜可用于鞋材、防水透湿服装面料、医疗和国防用品、武器包装、帐篷、运动休闲器材、卫生巾、玩具、民用日用品包装等领域,应用最为广泛。
流延TPU 薄膜可用于鞋材、防水透湿服装面料、武器包装、帐篷、运动服装、日用品等领域;
压延或压光主要应用于生产TPU 片材产品,用于生产透明肩带、医学包装材料、安全防弹玻璃夹层膜、传送带、内饰材料、衬垫等产品;
挤出涂覆一般用于生产复合面料,将TPU 与无纺布、工业布、服装布一次涂覆成型,可用于服装面料、商标、手套等。
二、TPU晶点产生的原因
TPU 除了要求合适的结晶速度、熔体粘度外,还有一个重要的要求是对制品晶点的控制。
吹塑工艺由于制品厚度薄,通常在0.1 mm 以内,更薄的薄膜对晶点要求更高。
晶点产生的原因除了薄膜挤出加工和吹塑加工工艺的影响外,更重要的是TPU合成制造过程中由于原料品质、工艺方法、机器结构、人员控制以及环境等因素的影响:
一是物理杂质
二是化学过度聚合物
三、TPU晶点的影响因素和解决办法
本文就TPU对晶点的影响因素和解决办法,从原料品质、工艺方法、机器设备这3方面简要阐述了合成制造和加工过程中薄膜级TPU晶点的影响因素和解决办法。总体上可见图1 的“鱼骨图分析法”。
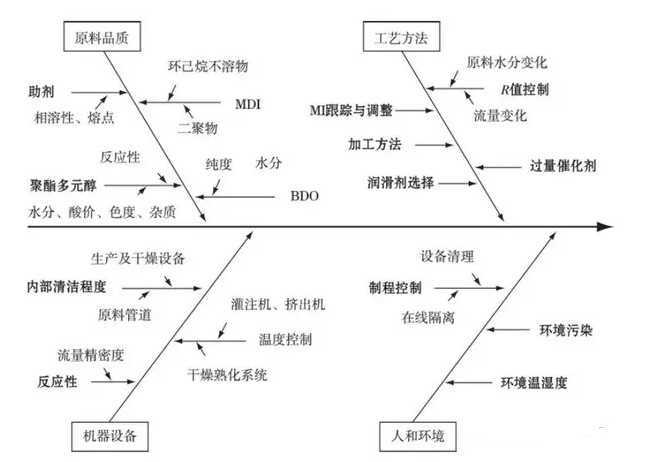
图1 的“鱼骨图分析法”
1. 原料品质
TPU一般是由聚酯或聚醚多元醇、二异氰酸酯及小分子二醇扩链剂反应而成。由聚酯二醇或聚醚二醇与二苯基甲烷-4,4'-二异氰酸酯( MDI) 和扩链剂1,4-丁二醇( BDO) 合成TPU 时,在一定的温度、微量水分或微量金属杂质或其他杂质存在下,可能产生脲、脲基甲酸酯及缩二脲等交联键的副反应。
因此应严格要求原料品质标准,与TPU制品晶点相关的部分原料标准见表1。

助剂的影响也不可忽视,如果是添加在聚酯或聚醚多元醇内的助剂,需要考量其与聚酯或聚醚多元醇的完全相溶性或熔点。
所有助剂都要考量其耐高温性和分解温度,要求在TPU 加工温度高达200 ~ 220 ℃条件下不会分解碳化而形成杂质晶点。
2. 工艺方法
在TPU合成生产过程中,制程控制对产品稳定性和制品晶点尤为重要,主要包括对原料流量稳定性的控制、熔融指数( MI 值) 现场检测控制、原料反应活性控制等等,此为事前控制。事后控制就是TPU加工方法,包括设备内部的清理、加工温度和螺杆速度的调节、滤网目数、润滑效果等控制点,有的需要另外添加润滑剂以改善表面效果和流动性。生产和加工过程中的异氰酸酯指数( R 值) 和MI 值等主要影响因素和解决办法见表2。
表2 TPU制程和加工影响晶点的主要因素及解决办法
|
控制项目
|
主要影响因素
|
对策
|
|
R值
|
1.原料水分
|
控制原料水分在0.03%以内,每批监测监控
|
|
2.灌注流量波动
|
设定流量波动范围在±0.2%以内,超出范围则隔离
|
|
MI值
|
R值变化
|
同上
|
|
反应活性
|
1.催化剂种类
|
优选不易水解的催化剂
|
|
2.催化剂添加方式
|
侧加催化剂,防止催化剂在聚酯或聚醚多元醇内水解
|
|
润滑剂
|
润滑剂种类和添加量
|
选择合适内外润滑剂及其添加量,确保熔体的流动性、与螺杆内表面的润滑效果,减少残留
|
|
加工
|
1.过滤网
|
提高滤网数目,比如100~200目;开机前需更换滤网
|
|
2.润滑剂
|
侧重外润滑,防止熔体粘滞于螺杆内部或薄膜设备表面
|
R值是指原料中的NCO与OH的摩尔比。在制备TPU 时,NCO/OH 比率对控制TPU 相对分子质量起重要作用。
MI是一种表示塑胶材料加工时的流动性的数值,是美国材料与试验协会(ASTM)根据美国杜邦公司惯用的鉴定塑料特性的方法制定,其测试方法是先让塑料粒在一定时间(10min) 内、一定温度及压力下,融化成塑料流体,然后通过一直径为2.1mm 圆管所流出的克数(g)。其值越大,表示该塑胶材料的加工流动性越佳,反之则越差。
TPU对加工温度也非常敏感,TPU的熔融温度Tm存在两种,即硬段相的Tmh和软段相的Tms。通常说的TPU熔点就是Tmh。Tmh主要取决于TPU的硬段含量和相对分子质量。
TPU的R值与MI值存在一定的相关性,实验以聚酯多元醇PBA2000、MDI、BDO 为原料,设计硬段质量分数31.0% ~ 33.0%,合成了TPU80A; 另以聚酯多元醇PBA1000、MDI、BDO为原料,设计硬段质量分数48.0% ~ 50.0%,合成了TPU95A,其R值与MI值的对应关系如图2所示。

如图2所示为其R值与MI值的对应关系
从图2 可以看出,在R< 1.015 时,随着R值升高,MI值下降; R> 1.015 后,随着R值升高,MI值略有上升。R= 1.015 时,MI 达到最低值,这时候理论上TPU相对分子质量最大,熔融流动性最慢。
R值和MI值对晶点的影响实验表明,不同R值( 或不同MI值)混合加工会影响TPU 薄膜制品的晶点。本实验以聚酯多元醇( PBA-1000) 、MDI、BDO 为原料,制备不同R值及对应MI值的TPU( 95A) 产品,其薄膜挤出结果见表3。
表3 不同R值、MI对薄膜晶点的影响
|
编号
|
R值
|
MI值/g・(10mim)-1
|
薄膜晶点数/个・m-2
|
|
1
|
0.970
|
80
|
30~100
|
|
2
|
0.985
|
48
|
0~30
|
|
3
|
0.990
|
37
|
0~30
|
|
4
|
0.995
|
26
|
0~30
|
|
5
|
1.005
|
20
|
0~30
|
|
6
|
1.010
|
20
|
0~30
|
|
7
|
1.015
|
13
|
30~100
|
从表3可以看出,R值过低或过高、MI值过大或过小,单位面积上的薄膜晶点数相对较多。这是因为聚合度差异导致相对分子质量分布宽,受熔融温度差异影响,高相对分子质量的TPU不易熔融而形成晶点。
所以,透明薄膜级TPU 的R值一般选择0.985 ~ 1.010之间。另外,TPU生产制程控制上还有一个重要的控制点,就是3组分流量的控制,因为流量的差异会直接导致R值和MI值的差异。为了验证不同MI产品混合对晶点的影响,本实验将上述不同编号的TPU95A粒子分别两两组合进行了挤出评价,其结果见表4。
表4 不同MI值的TPU粒子混合对晶点的影响
|
编号
|
薄膜晶点数/个・m-2
|
|
1+2
|
30~100
|
|
2+3
|
0~30
|
|
3+4
|
0~30
|
|
4+5
|
0~30
|
|
4+6
|
30~100
|
|
4+7
|
100~500
|
|
3+7
|
100~500
|
从表4 可以看出,MI 值差异≥10、以及R<1和R>1产品混合时要非常慎重,可能带来晶点问题。
3. 机器设备
在TPU 合成生产过程中,灌注机是用于输送原料和控制原料流量精度的关键设备,一般要求计量精度在0. 2%以内。
双螺杆挤出机是TPU连续反应一种较为理想的反应装置,该方法目前已成为TPU 的主流生产工艺。
TPU它具有许多优点: 在高温高压下进行反应,温度约140~250 ℃,压力4~7MPa,可确保副反应降到最低限度,高压可基本上抑制产生气体的副反应,产品质量稳定; 在双螺杆里可达到2000 S-1以上的速度梯度,捏合次数可达7 ~ 15 次/s,这样可防止反应物粘附在轴杆和筒壁上、因停留时间过长而产生不均匀。双螺杆连续反应法生产的TPU质量高,这是间歇法无法相比的。
同向双螺杆挤出机是连续法TPU反应中核心设备,其螺杆元件的组合对反应速度和程度至关重要,螺杆元件的排列要充分考虑分散混合和分布混合,运用好输送元件、啮合盘元件和混合元件。
干燥设备不仅仅是用来干燥TPU 以降低含水率,而且还能辅助TPU 的再熟化。TPU 干燥后含水率最好控制在0.03%以内。设备对晶点的影响和解决办法见表5。
表5 设备对晶点的影响和解决办法
|
控制项目
|
主要影响因素
|
对策
|
|
灌注机
|
质量流量计精密度
|
质量流量计的准确度要在0.2%以内
|
|
灌注流量的稳定性
|
灌注流量稳定在0.2%,超出范围则警报隔离
|
|
挤出机
|
聚酯多元醇和扩链剂预混合
|
由于各组分粘度差异,提高各组分混合温度和搅拌混合速度,有助于后续挤出反应的充分性
|
|
分散分布混合和反应程度
|
反应段长度最好占比45%以上
|
|
原料桶槽与管路
|
杂质和其他原料
|
生产前要用本批新原料清洗桶槽和管路
|
|
干燥系统
|
水分、杂质和高硬度TPU
|
TPU进料前吹扫清洗干燥性的管路和干燥槽内部,防止杂质和前批高硬度TPU粒子混入
|
|
TPU干燥标准是含水率最好控制在0.03%以内
|
四、总结
TPU薄膜晶点控制的重要环节是TPU 生产合成阶段,通过对原料、方法、机器设备等3大质量因素的分析和不断实践,很好地改善了薄膜级TPU上的晶点问题,产品质量和稳定性得到了明显的提高,能够满足薄膜加工要求;TPU薄膜加工是对晶点的事后控制,需要注意对挤出机的清理和熔体过滤,以及加工温度和速度的选择。
| 




