| 详细介绍:
长期供应PEI 基础创新塑料(日本) 1010-7101
用途
汽车零部件;连接器;医疗制品
(1)PEI的特点是在高温不具有高的强度、高的刚性、耐磨性和尺寸稳定性。
(2)PEI是琥珀色透明固体,不添加任何添加剂就有固有的阻燃性和低烟度,氧指数为47%燃烧等级为UL94-V-0级。
(3)PEI的密度为1.28~1.42gcm3,玻璃化温度为215℃,热变形温度198~208℃,可在160~180℃下长期使用,允许间歇最高使用温度为200℃
(4)PEI具有优良的机械强度、电绝缘性能、耐辐射性、耐高低温及耐疲劳性能和成型加工性;加入玻璃纤维、碳纤维或其他填料可达到增强改性目的。
(5)PEI的化学结构是在芳香族亚酰胺和醚的单元重复基础上组成的,对众多化学品都稳定,如绝大多数烃类、醇类、全卤代溶剂,溶于特殊的卤代溶剂。典型应用范围 PEI以其优异的性能,广泛应用于汽车工业的高强度空气温度传感器、燃料系统的部 件、灯座、反射器、喷气发动机零件、飞机上的耐温阻燃装饰件。PEI还广泛应用于电 子电器、机械部件、医疗器皿、日用品及包装用品。
原料物性描述
1具有杰出的耐高温、高强度、高模量及广泛的耐化学剂性。
2、天性耐燃,且烟气排放量低。
3、高的介电常数和损耗因数。
如有疑问请联系 :谢先生 18680081166
工程塑料注塑后产生模垢?专家这样分析原因及对策
1、模垢的形成
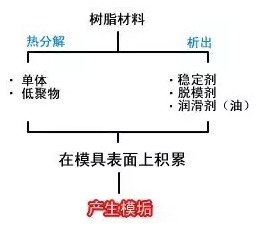
几乎所有热塑性塑料注塑成型时都会发生模垢。当最终产品的功能要求必须混入相关的添加物时(例如改质剂、防火剂等),成型过程中,这些添加物非常可能残留在模穴表面,导致形成模垢。

图:模垢案例(模垢是指在模具表面上有附着物析出的一种现象)
模垢的形成还有其他方面的原因,最常见的原因如下:
▶原料的热分解产物;
▶注射成型时,熔体流动极端的剪切力;
▶不适当的排气;
如上造成的模垢时常是不同因素的组合产物,并且寻求发现这些模垢究竟是什么原因造成及如何去预防,非常的麻烦,并且模垢在数日之后才会形成。
2、模垢的类别
1)各种添加剂产生特定类别的模垢。防火剂在高温时会起反应,形成分解并可能产生模垢产品。抗冲击剂在过度高温或极端剪切力的影响下,将从聚合物中分离并残留在模穴表面形成模垢。
2)热塑性工程塑胶中的颜料在高温下熔化,将降低成型原料的热稳定性,结果造成降解的聚合物和分解的颜料组合形成模垢。
3)模具上特别热的零件(如模芯),改质剂/安定剂和其他添加剂可能黏附其表面并造成模垢。在此情形下,必须采取措施达成更好模具温度控制或使用特别的安定剂。
下列表格列出造成模垢的可能原因和预防发生措施:
|
造成模垢的可能原因
|
消除模垢的可能方式
|
|
热
分
解
|
熔胶温度过高、驻留时间太长。
|
▶量测熔胶温度并降至合理水平。
▶检查射出的熔胶是否有分解现象,例如泡沫或气体存在。
▶调整炮筒温度以配合驻留时间。
▶确保热流道的热隔离,检查温度控制并降低温度。
|
|
喷嘴内及靠近逆流阀有死角;炮筒磨损;热流道内有死角;
|
▶通过改变原料颜色找出死角,并清理死角。
▶检查有疑问的机械部件(喷嘴、喷嘴座、螺杆、热流道)是否有死角,并维修或更换。
|
|
塑料原料或其添加剂的热稳定性不好。
|
▶使用较小的炮筒并延后射胶,确保较小的缓冲区以减少驻留时间。维持最小的螺杆后退,避免吸入空气和氧化。
▶使用标准原料(不含改质剂、颜料等等)。
▶・预先干燥,降低挥发性的成分。
|
|
剪
切
力
过
高
|
壁厚太薄或流动距离太长,造成高剪切应力。
|
▶增加产品壁厚。
▶增加浇口数量以减少流动距离。
▶改变流道系统,尽可能使用热流道。
▶适当增加熔胶温度。
|
|
浇口过小造成高剪切力。
|
▶增加浇口断面积。
▶重新设计浇口。
▶增加浇口数量。
|
|
射速过快造成高剪切力。
|
▶减低射速或调整射出曲线。
▶增加熔胶温度
|
|
排气不足
|
▶提供模穴排气或改善排气系统。
▶安装自动清理排气装置以确保连续的排气。
|
|
模具表面温度过高
|
▶量测模具温度并调节降至合理水平。
▶通过调整模温控制,减少模芯过热。
|
3、突然发生的模垢对策
如果突然发生模垢,可能是由于成型条件的变更,或者因为更换不同批的成型原料。下列建议有助于改善模垢。
首先,测量熔胶温度和目视检查熔胶是否有分解现象(如烧焦颗粒)。同时检查成型原料是否有外来物质污染,是否使用相同的清除原料。检查模具的排气状况。
再次,检查运作的机器:使用染料着色的成型原料(黑色除外),约20分钟后关闭注塑机,拆除喷嘴、连接座,若可能同螺杆一起拆除,检查原料是否有烧焦的颗粒,进行原料颜色比较,迅速找出模垢来源。
在许多案例中发现出令人惊讶的模垢缺陷原因。这项技术最适用于较小的注塑机,最大为40mm螺杆直径。模垢的消除还使成型其他原料时,制件的品质得到明确改善。上述对策也适用于有热流道系统的成型。
模具模垢导致注塑制件外观缺陷,特别是有表面蚀纹的制件,可通过喷砂机喷砂处理进行制件表面修补。
4、模具的保养
使用上述所有措施无法消除模垢时,必须加强该模具保养和维护。
模具表面模垢形成初期比较容易清除,因此模穴和排气通道必须定时清理和保养(例如在每批成型生产后)。长时间不进行模具保养和维护,模具形成较厚层模垢后清除非常困难和耗时。
注塑模具保养和维护所用的喷剂主要有:脱模剂、防锈剂、顶针油、胶渍清除剂、模具清洗剂等。
模垢的化学组成非常复杂,必须使用和尝试新的方法清除,如一般溶剂和各种特殊溶剂、烤炉喷剂、含咖啡因的柠檬水等。另类奇特方式有使用清洁模型轨道用橡胶。
5、预防模垢的建议
使用热流道成型和热敏感原料时,熔体驻留时间将会变长,由此增加了原料分解形成模垢的风险。对注塑机螺杆进行清理。
成型剪切力敏感的原料时使用尺寸较大的流道和浇口,多点浇口可减少流动距离,低射出速度,降低形成模垢的风险。
有效率的模具排气可减少形成模垢的可能,在模具设计阶段设置适当的模具排气。自动清除排气系统,或能轻易去除模垢的排气方式是最佳选择,排气系统的改善经常导致模具上模垢的减少。
在模穴表面覆盖特别的不粘涂层,可防止模垢的形成,应进行测试评估涂覆的效果。
模具内表面进行钛氮化物处理可避免在模具上形成模垢。
| 




