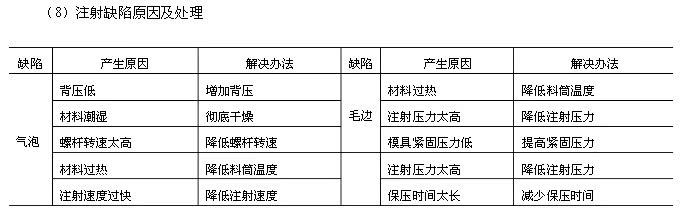
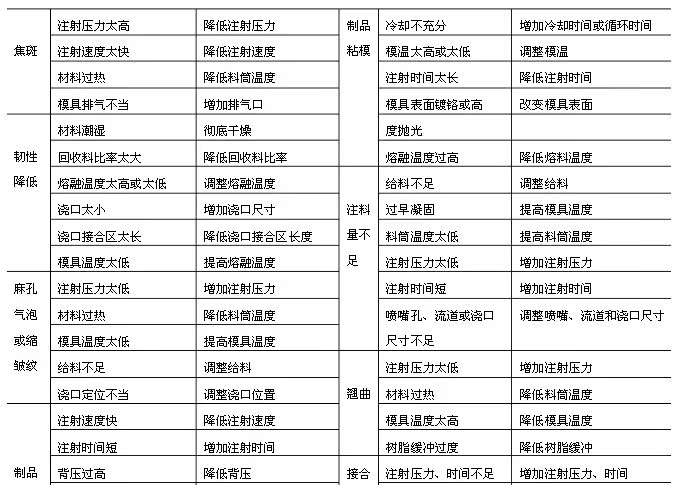
TPUע�ܳ���
TPUģ�ܳ������ж��ַ�����������ע�ܡ����ܡ�ѹ�����͡��������͵ȣ�������ע����Ϊ���á�ע�ܵĹ����ǽ�TPU�ӹ�����Ҫ����Ƽ����ֳ�Ԥ�ܡ�ע��ͻ��������εIJ��������̡�ע�����������ʽ���ݸ�ʽ���֣��Ƽ�ʹ���ݸ�ʽע�������Ϊ�����ṩ���ȵ��ٶȡ��ܻ������ڡ�
1��ע��������ע�����Ͳ����ͭ���Ͻ��ݸ˶Ƹ���ֹĥ���ݸ˳�����L/D=16~20Ϊ�ã�����15��ѹ����2.5/1~3.0/1�����϶γ���
0.5L��ѹ����0.3L��������0.2L��Ӧ��ֹ�滷װ�ڿ����ݸ˶��˵ĵط�����ֹ�������������ѹ����
�ӹ�TPU�����������죬����Ϊ���Σ�����ھ�4mm���ϣ�С�������������0.68mm������Ӧװ�пɿؼ��ȴ��Է�ֹ�������̡��Ӿ��ýǶȿ��ǣ�ע����ӦΪ�����40%~80%���ݸ�ת��20~50r/min��
2��ģ�����
ģ����ƾ�ע�����¼��㣺��1��ģ��TPU�Ƽ���������������ԭ�ϵ�Ӳ�ȡ��Ƽ��ĺ�ȡ���״�������¶Ⱥ�ģ���¶ȵ�ģ��������Ӱ�졣ͨ�������ʷ�ΧΪ0.005~0.020cm/cm�����磬100��102mm�ij�������Ƭ���ڳ��ȷ��ڣ�����������������Ӳ��75A��60D��2��3����TPUӲ�ȡ�������ȶ������ʵ�Ӱ���ͼ
1���ɼ�TPUӲ����78A��90A֮��ʱ���Ƽ��������������Ӷ��½���Ӳ����95A��74Dʱ�Ƽ��������������Ӷ��������ӡ�
��2������������Ѩ��������ģ��������ע�������������������ǻ��һ��ͨ����ֱ��Ӧ��������2o���ϵĽǶȣ��Ա���
��������ģ���������Ƕ��ģ������������������ǻ��ͨ��������ģ�ϵ�����Ӧ�ʶԳƺ͵Ⱦ�ֲ���������ΪԲ�Ρ���Բ�Ρ������Σ�ֱ����
6~9mmΪ�ˡ��������������ģǻһ���⣬�Լ����������������ṩ�Ͽ�ij�ģ�ٶȡ�
����Ѩ������������ĩ�˵�һ����Ѩ�����Բ�������˲�����ע��֮�������������ϣ��Ӷ���ֹ�������ڶ��������ϻ�����ǻ����Ʒ���ײ�����Ӧ��������Ѩֱ��8~10mm�����Լ6mm����3�����ں������ڽ����ǽ�ͨ�����������������ǻ��ͨ����������ͨ��С��������������ϵͳ����С�IJ��֣������˶̡�������״Ϊ���λ�Բ�Σ��ߴ�����Ʒ������У���Ʒ���4mm���£�ֱ��1mm�����4~8mm��ֱ��1.4mm�����8mm
���ϣ�ֱ��Ϊ2.0~2.7mm������λ��һ��ѡ����Ʒ���Ķ��ֲ�Ӱ����ۺ�ʹ�õĵط�����ģ�߱ڳ�ֱ�ǣ��Է�ֹ���ף��������ơ�
����Ʒ����ģ���п����һ�ֲ��γ����ڣ����Է�ֹ����ģ�ߵ����Ͼ������壬����ǻ�������ų�ģ�ߡ�����ʹ��Ʒ�������ס��۽Ӳ�������ģ�����������������ѹ���������¶�����Ʒ���ˣ��Ƽ�������Ӧ���ȡ������ڿ�������ǻ�����������ľ�ͷ������ģ��������Ϊ0.15mm�6mm���Ľ��ۡ�����ע��ģ���¶Ⱦ������ƾ��ȣ������Ƽ�������Ť�䡣
3 ģ������
TPU����Ҫ��ģ��������Ӱ���ܻ���������ȴ���¶ȡ�ѹ����ʱ�䡣��Щ������Ӱ��TPU�Ƽ�����ۺ����ܡ����õļӹ�����Ӧ�ܻ�þ��ȵİ�ɫ����ɫ���Ƽ���
��1���¶�ģ��TPU������Ҫ���Ƶ��¶�����Ͳ�¶ȡ������¶Ⱥ�ģ���¶ȡ�ǰ�����¶���ҪӰ��TPU���ܻ�����������һ���¶�Ӱ��TPU����������ȴ��
a����Ͳ�¶���Ͳ�¶ȵ�ѡ����TPU��Ӳ���йء�Ӳ�ȸߵ�TPU�����¶ȸߣ���Ͳĩ�˵�����¶���ߡ��ӹ�TPU������Ͳ�¶ȷ�Χ��177~232�档��Ͳ�¶ȵķֲ�һ���Ǵ��϶�һ�ࣨ��ˣ������죨ǰ�ˣ�ֹ�������ߣ���ʹTPU�¶�ƽ�ȵ������ﵽ�����ܻ��ĵġ�
b�������¶������¶�ͨ���Ե�����Ͳ������¶ȣ��Է�ֹ������ֱͨʽ������ܷ����������������Ϊ�ž����Ѷ���������ʽ�����죬�������¶���ɿ�������Ͳ������¶ȷ�Χ�ڡ�
c��ģ���¶�ģ���¶ȶ�TPU��Ʒ�������ܺͱ�������Ӱ��ܴ����ĸߵ;�����TPU�Ľᾧ�Ժ���Ʒ�ijߴ���������ء�ģ���¶�ͨ��ͨ�����µ���ȴ������ˮ�����ƣ�Ӳ�ȸߣ��ᾧ�ȸߣ�ģ���¶���ߡ�����Texin��Ӳ��480A��ģ���¶�20��30�棻Ӳ��591A��ģ���¶�30��50�棻Ӳ��355D��ģ���¶�40��65�档TPU��Ʒģ���¶�һ����10��60�档ģ���¶ȵͣ����Ϲ��綳����������ߣ����Ҳ�������������ʹ��Ʒ�ᾧ�ȵͣ�����ֺ��ڽᾧ���̣��Ӷ�������Ʒ�ĺ����������ܵı仯��
b��ѹ��ע�ܹ�����ѹ�������ܻ�ѹ������ѹ����ע��ѹ�����ݸ˺���ʱ���䶥���������ܵ���ѹ����Ϊ��ѹ��ͨ�������������ڡ����ӱ�ѹ����������¶ȣ������ܻ��ٶȣ�ʹ�����¶Ⱦ��ȣ�ɫ�ϻ�Ͼ��ȣ����ų��������壬�����ӳ��������ڡ�TPU�ı�ѹͨ����0��3��4MPa��ע��ѹ�����ݸ˶�����TPU��ʩ��ѹ�������������ǿ˷�TPU����Ͳ������ǻ�����������������ϳ�ģ�����ʣ���������ѹʵ��TPU���������ͳ�ģ����������ճ��������أ�������ճ������TPUӲ�Ⱥ������¶�ֱ����أ�������ճ�Ȳ����������¶Ⱥ�ѹ������������TPUӲ�Ⱥ��α����ʡ���������Խ��ճ��Խ�ͣ��������ʲ��䣬TPUӲ��Խ��ճ��Խ��
��ͬӲ�ȵ���֬ճ����������ʵĹ�ϵ(240��)�ڼ������ʲ���������£�ճ�����¶����Ӷ��½������ڸ��������£�ճ�����¶ȵ�Ӱ�첻��ͼ�
������������TPU��ע��ѹ��һ��Ϊ20~110MPa����ѹѹ����ԼΪע��ѹ����һ�룬��ѹӦ��1��4MPa���£���ʹTPU�ܻ����ȡ�c��ʱ�� ���һ��ע����������ʱ���Ϊ�������ڡ��������ڰ�����ģʱ�䡢��ѹʱ�䡢��ȴʱ�������ʱ�䣨��ģ����ģ����ģ�ȣ���ֱ��Ӱ���Ͷ������ʺ��豸�����ʡ�TPU�ij�������ͨ��������Ӳ�ȡ��Ƽ���Ⱥ��ͣ�TPUӲ�ȸ����ڶ̣��ܼ������ڳ����ܼ����������ڳ����������ڻ���ģ���¶��йء�TPU��������һ����20~60s֮�䡣
d��ע���ٶ�ע���ٶ���Ҫ������TPU��Ʒ�Ĺ��͡���������Ʒ��Ҫ�ϵ͵�ע���ٶȣ����污��ע���ٶȽϿ졣
e���ݸ�ת�ټӹ�TPU��Ʒͨ����Ҫ�ͼ������ʣ�����Խϵ͵��ݸ�ת��Ϊ�ˡ�TPU���ݸ�ת��һ��Ϊ20~80r/min������ѡ20~40r/min��
��4��ͣ����������TPU�������ӳ�ʱ����ܷ������⣬���ڹػ���Ӧ����PS��PE����ϩ���������ϻ�ABS��ϴ��ͣ������1Сʱ��Ӧ�ùر��ȡ�
��5����Ʒ����TPU��������Ͳ���ܻ������Ȼ���ģǻ����ȴ���ʲ�ͬ��������������ȵĽᾧ��ȡ�����������ʹ��Ʒ������Ӧ�������ں����Ʒ����н���Ƕ������Ʒ�и�Ϊͻ����������Ӧ������Ʒ�������ʹ���г��ᷢ����ѧ�����½��������������������ο��ѡ������н����Щ����ķ����Ƕ���Ʒ�����˻������˻��¶���TPU��Ʒ��Ӳ�ȶ�����Ӳ�ȸߵ���Ʒ�˻��¶���ϸߣ�Ӳ�ȵ��¶���ͣ��¶ȹ��߿���ʹ��Ʒ������������Σ����ʹﲻ��������Ӧ����Ŀ�ġ�TPU���˻����õ��³�ʱ�䣬Ӳ�Ƚϵ͵���Ʒ���·������ܼ��ɴﵽ������ܡ�Ӳ�����۶�A85�����˻�80���
20h��A85������100���20h���ɡ��˻�����ȷ�����н��У�ע�����λ�ò�Ҫ�ֲ����ȶ�ʹ��Ʒ���Ρ�
�˻�����������Ӧ�������������ѧ���ܡ�����TPU��������̬��TPU�ȼӹ��ڼ䷢����Ļ�ϣ���Ѹ����ȴʱ������TPUճ�ȸߣ������������������㹻��ʱ��ʹ����룬�γ������Ӷ����������ܡ�
��6����Ƕע��Ϊ������װ���ʹ��ǿ�ȵ���Ҫ��TPU�Ƽ�����Ƕ�����Ƕ��������Ƕ���ȷ���ģ���ڵ�Ԥ��λ�ã�Ȼ��ע���һ���������Ʒ����Ƕ����TPU��Ʒ���ڽ���Ƕ����TPU�����ܺ������ʲ��ϴ���Ƕ����TPUճ�Ӳ��Ρ�����İ취�ǶԽ���Ƕ������Ԥ�ȴ�������ΪԤ�Ⱥ�Ƕ�����������ϵ��¶Ȳ�Ӷ���ע������п�ʹǶ����Χ��������ȴ�����������ȽϾ��ȣ�����һ�������ϲ������ã���ֹǶ����Χ�����������Ӧ����TPU��Ƕ���ͱȽ����ף�Ƕ����״�������ƣ�ֻҪ��Ƕ����֬������200��230�����1��5��2min������ǿ�ȿɴ�6��9kg/25mm������ø��ε�ճ�ӣ�����Ƕ����Ϳճ�ϼ���Ȼ����120����ȣ�����ע�䡣���⣬Ӧ��ע�����õ�TPU���ܺ�����